ベアリングやリングギア(デフリング等も)圧入の際、何トンもの圧力で無理やり圧入していませんか?
そして、その時に出るバリ(金属のヒゲのようなバリ)でお困りじゃないですか?
無理やり 圧入 しているのを、ベアリングやギアを高周波で加熱して 挿入 に変えましょう!
うまくバリ取りが出来る設備や掃除機もあるようですが、『バリが出ない』のが1番だと思うのです。
焼嵌めは大きさや素材によっても変わってきますが、例えば S45Cで内径φ100のドーナツ型円盤を100℃昇温させるだけで、内径は0.17mmひろくなります。
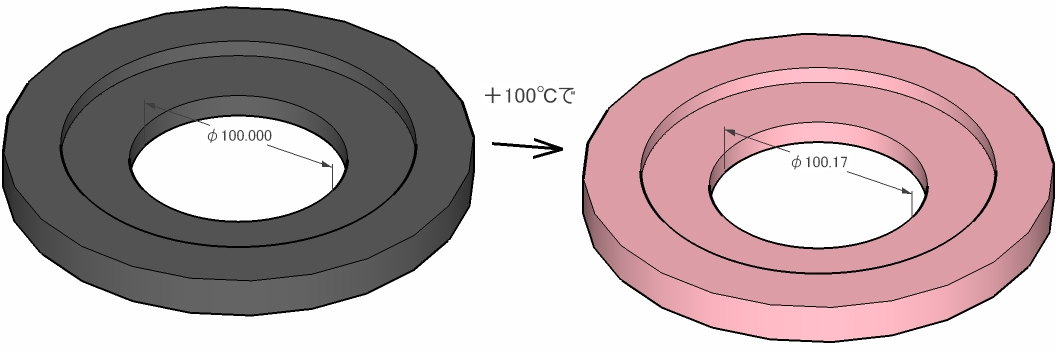
「たった 0.17mm ?」 と思うかもしれませんが、上手に入れれば人の手でも挿入が可能な寸法です。
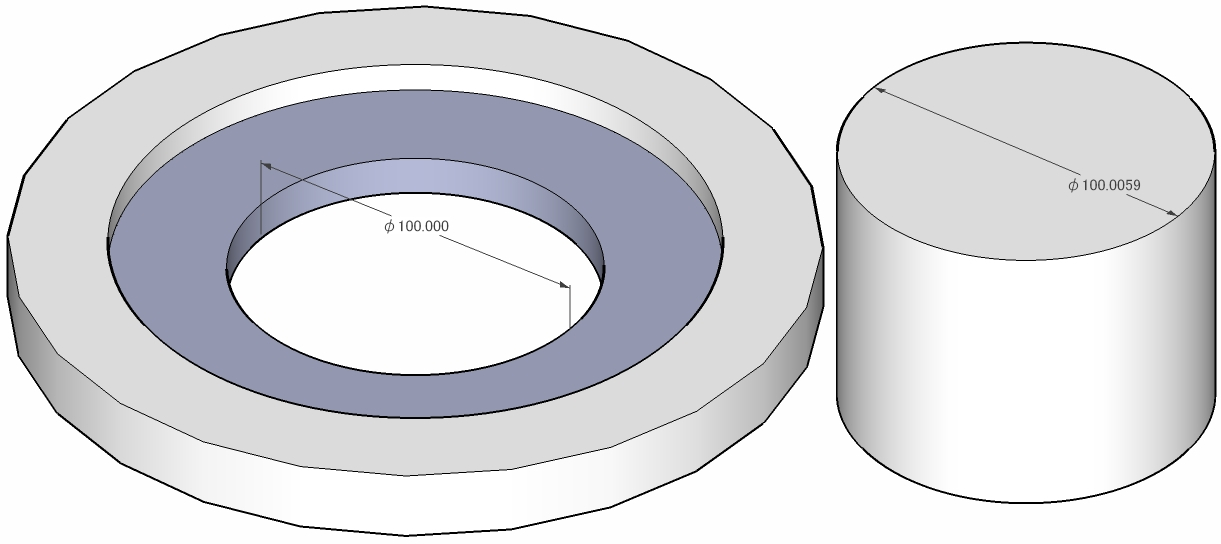
圧入の場合、JISのしまりばめ(部品を損傷しないで分解することは困難とする嵌め合い)で寸法許容差をみると、穴径がH7であれば軸径がp6の嵌め合いとなりますので、仮にφ100の円盤にφ100の軸を圧入する場合、円盤の穴径はφ100~φ100.035 軸径はφ100.037~φ100.059 となります。最大の公差で+0.059あるので圧入するとバリが出るのも当然です。
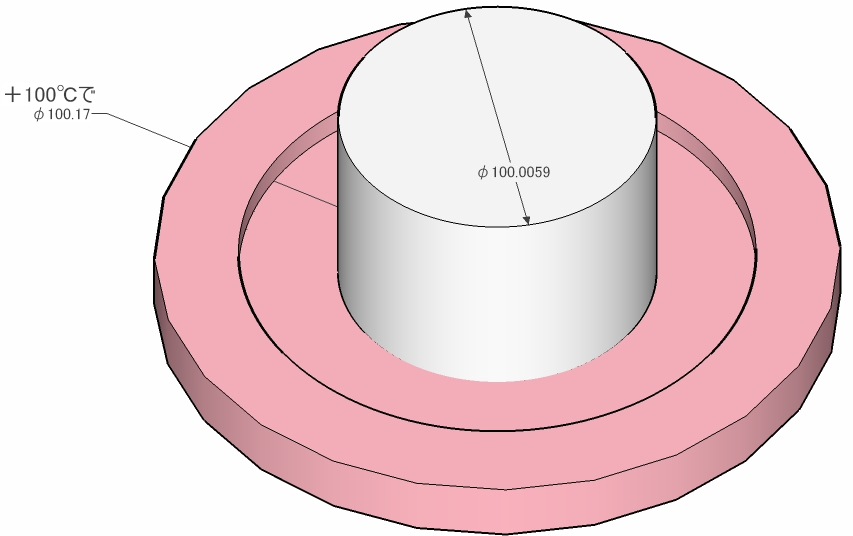
しかしここで円盤を100℃昇温してみましょう。 先ほどのとおり内径は+0.17mmひろくなるので、円盤の穴径はφ100.17となります。そして軸径はφ100.059なのでその差は、0.111mm ! バリが出ることはありません。
素材の性能を損なうような加熱(特にエッジ部分ではオーバーヒートがおこりやすいです)では問題が出てきますし、硬度が低下してしまうようでは本末転倒です。ワークの形状が多少いびつ であっても全体をバランスよく昇温させることができるとスゥーと挿入することが可能です。
一度 是非、ご検討下さい。
焼嵌加熱装置については、こちらからどうぞ…
0